
Rimanete aggiornati con le notizie e le innovazioni di WXING.
L'intestazione a freddo, nota anche come formatura a freddo, è un processo di lavorazione dei metalli in cui il filo o la barra vengono trasformati nella forma desiderata a temperatura ambiente. A differenza della forgiatura a caldo, l'intestazione a freddo non richiede un riscaldamento esterno, ma si basa sulla duttilità del materiale che scorre ad alta pressione. Questo metodo è ampiamente utilizzato per la produzione di elementi di fissaggio, come bulloni, viti e rivetti, e offre una precisione dimensionale superiore, un'eccellente finitura superficiale e uno scarto minimo di materiale. Poiché il metallo non viene mai riscaldato oltre la sua temperatura di ricristallizzazione, i grani all'interno del materiale rimangono intatti, con conseguente aumento della forza e della resistenza alla fatica.
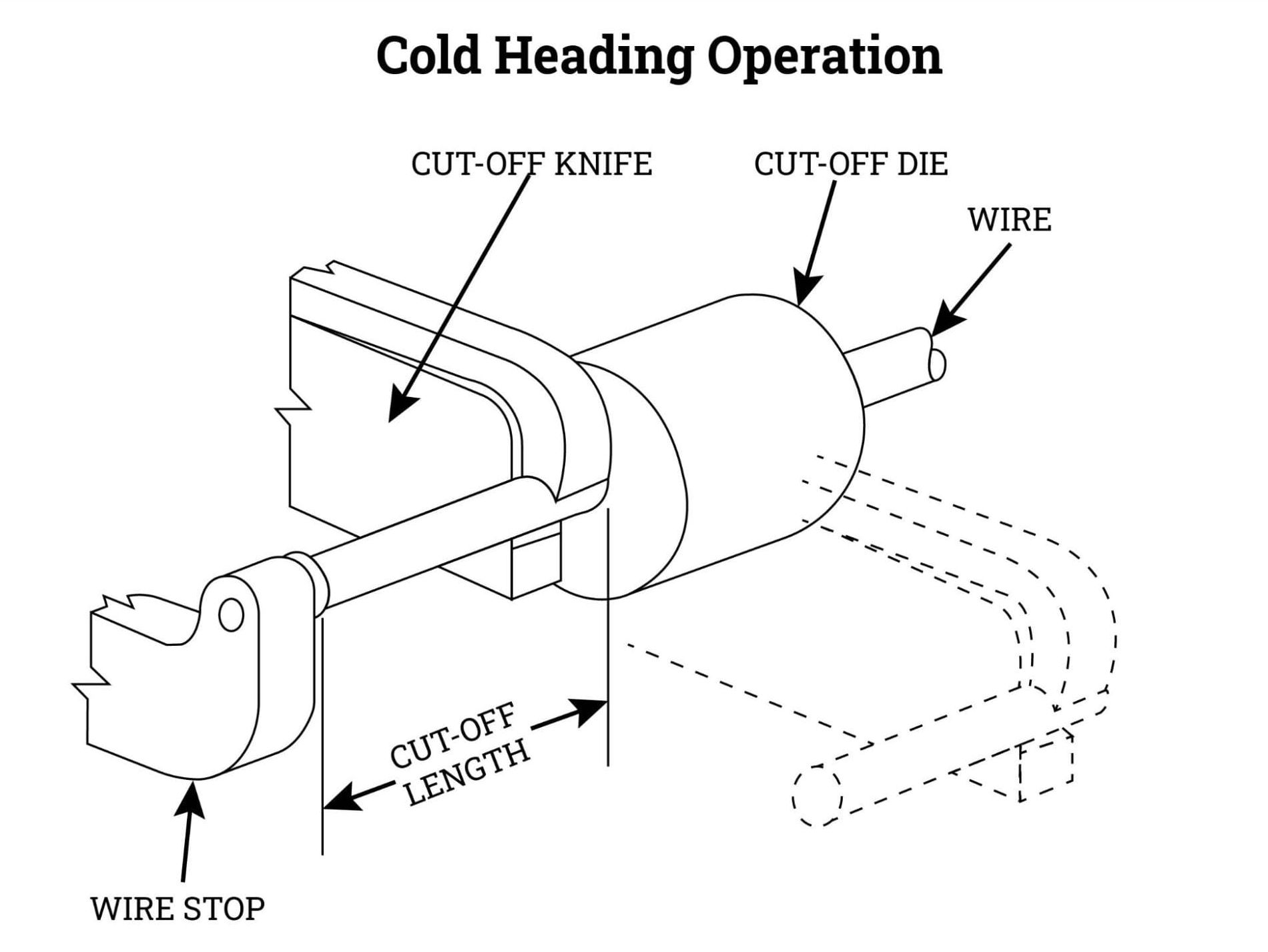
Una bobina di filo viene montata su una bobina di recupero e guidata attraverso un meccanismo di raddrizzamento per rimuovere le curve o le spire. Il filo viene quindi introdotto nella macchina alla lunghezza corretta (grezzo).
Una cesoia di precisione taglia il filo per creare un "grezzo" di lunghezza uniforme. Questo grezzo è il punto di partenza per la sequenza di formatura.
Le macchine per l'intestazione a freddo sono in genere dotate di più stazioni (o "unità"). Ogni stazione applica una pressione progressivamente più elevata per rimodellare lo spezzone:
Dopo la stazione finale, il pezzo appena formato viene espulso dallo stampo. Un trasportatore o uno scivolo integrato dirige poi i componenti finiti verso l'imballaggio o le operazioni secondarie.
I sistemi di misura automatici possono ispezionare in linea le dimensioni critiche (ad esempio, diametro della testa, lunghezza del gambo), garantendo la conformità dei pezzi alle tolleranze e riducendo gli scarti.

Macchine per l'intestazione a freddosono apprezzati per i pezzi ad alta precisione e per i volumi elevati. Comunecomponenti a testa freddaincludono:
La loro versatilità si estende anche a forme personalizzate come flange, croci a 4 vie e forme multilobate, a seconda della progettazione dello stampo.
| Caratteristica | Direzione fredda | Forgiatura a caldo |
| Temperatura | Temperatura ambiente | Al di sopra della temperatura di ricristallizzazione |
| Forza del materiale | Miglioramento dovuto all'indurimento del lavoro | Può essere più basso se non viene trattato termicamente in seguito |
| Finitura superficiale | Eccellente - minima incrostazione o ossidazione | Spesso richiede la pulizia della superficie |
| Precisione dimensionale | Possibilità di ottenere tolleranze elevate | Le tolleranze si allentano; può essere necessaria una seconda lavorazione. |
| Utilizzo del materiale | Fino al 98% (scarti minimi) | Più basso, a causa del flash e della rifilatura |
| Velocità di produzione | Velocità di ciclo molto elevate (centinaia al minuto) | Più lento; dipende dai cicli di riscaldamento |
| Costi di attrezzaggio | Costo iniziale dello stampo più elevato; ammortizzato in base ai volumi | Costo dello stampo più basso ma costi operativi più elevati |
L'intestazione a freddo eccelle nelle applicazioni che richiedono alta resistenza, precisione e volume, mentre la forgiatura a caldo rimane una scelta obbligata per i pezzi più grandi e voluminosi, dove il trasferimento di calore è meno preoccupante.





























